產品概述
產品名稱:直流充電樁自動化裝配檢測柔性生產線
適用裝配:直流式充電樁���,交流式充電樁,單頭式充電樁����,多頭式充電樁,落地式充電樁�,壁掛式充電樁
設備功能:自動化輸送系統(tǒng)��,工位輔助-照明風扇氣路滑道掛鉤插座氣源接口工藝顯示屏等��,物料呼叫系統(tǒng),掃碼存儲系統(tǒng)等
區(qū)域劃分:裝配區(qū)��,檢測區(qū)��,老化區(qū)����,測試區(qū),密封性檢測試驗��,特殊防護試驗���,包裝碼垛區(qū)
充電樁流水線技術說明:
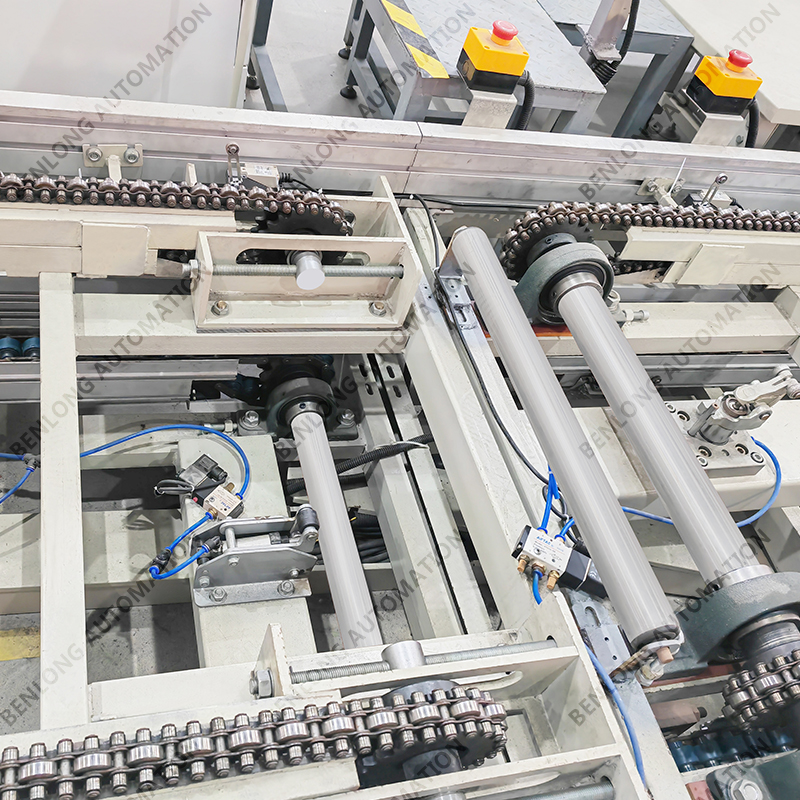
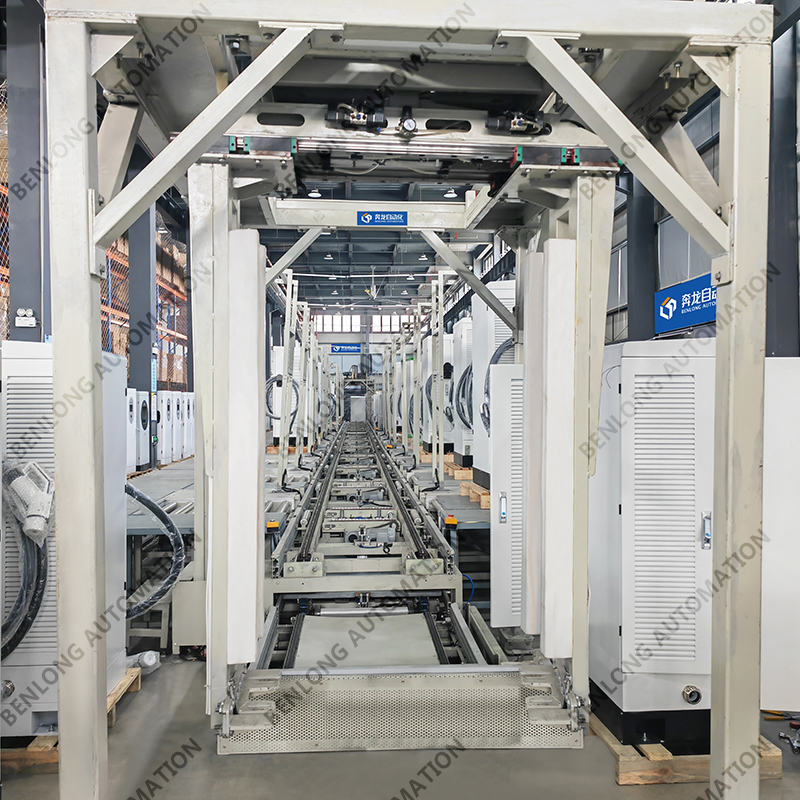
1�����、整個生產線主要分三段控制����,分別為裝配區(qū)�����、待檢區(qū)、檢測區(qū)�����,三段獨立控制�����,采用鏈板線傳動����,每段速度可調,調整范圍在1m~10m/min���;流水線停止為逐步緩停��,產品流向符合生產工藝流程�����,具有較高的自動化�。
2、上下線采用助力機械臂�����,抓取樁體采用真空吸附方式抓取�,吸附能力大于200kg;
3�����、樁體在線下運輸時采用自動化小車運輸��,可按照設計路線自動化控制運輸�;
4����、裝配區(qū)說明:按照2m間隔設置工位,每個工位上配置控制指示燈���、工藝掛牌���、急停按扭、工具盒��、兩孔和三孔插座兩套、操作踏板��,另外在**個工位處設置線體傳送的啟?��?刂瓢粹o和工位完成指示燈���。其中每個工位上的控制指示燈位置要讓每個工位的操作人員都能夠看到,當本工位裝配工作完成后��,通過手動控制指示燈點亮��,當所有工位上的控制指示燈都點亮時�����,**工位上的工作完成指示燈點亮���,此時**工位上的操作人員可通過啟?����?刂瓢粹o來啟動傳送線����,傳送到指定位置時,手動停止傳送線停下����,繼續(xù)下一道工序的裝配。
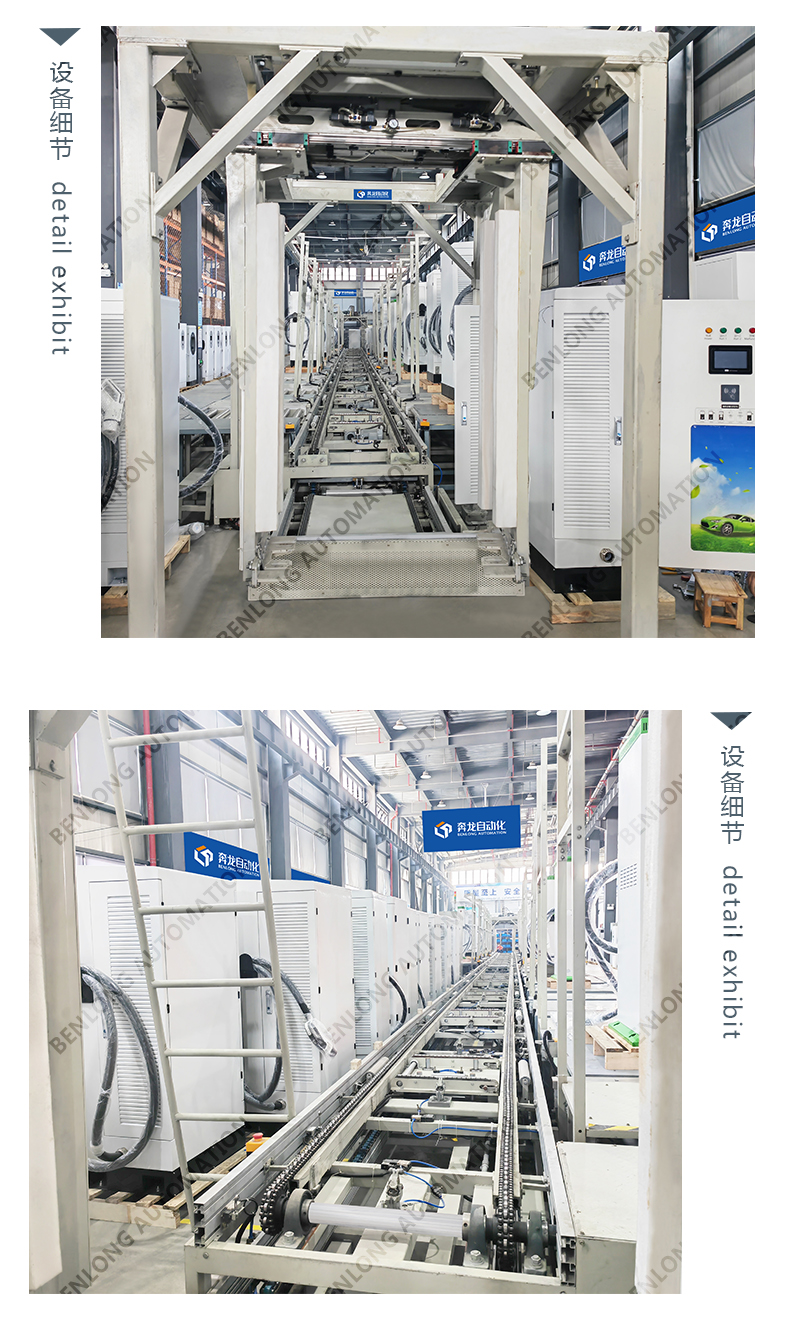
5����、待檢區(qū)說明:轉彎處改用頂升旋轉滾筒線,產品從**條裝配線進入至滾筒線����,然后氣缸頂起,旋轉90°后下沉�����,由滾筒輸送至第二條待檢線�����,要求產品底部必須平整�?����?紤]到轉彎處的銜接控制,確保樁體在經過裝配區(qū)到待檢區(qū)或者經過待檢區(qū)到檢測區(qū)時����,樁體操作方向不變,開門方向為流水線內側���,同時充分保證在轉彎時的方便性和安全性��。待檢區(qū)設置兩個工位����,每個工位上配置工藝掛牌����、啟停按扭、工具盒���、兩孔和三孔插座兩套�����、操作踏板�����,充電樁在裝配區(qū)完成操作后�,通過轉彎區(qū)到達待檢區(qū),在此區(qū)域完成充電樁的一般檢查工作�,檢查主要通過人工完成;
6�����、檢測區(qū)說明:按照4m間隔設置工位�,每個工位上配置工作臺(用于放置操作電腦)、工藝掛牌����、啟停按扭、工具盒�、兩孔和三孔插座兩套、操作踏板���,充電樁在檢測時直接通過充電槍與檢測設備連接,檢測完成后控制傳送下線��。以避免接線��、插槍造成樁體晃動���。
7���、自動化小車:在上下線時負責樁體的運輸工作�,能夠按照指定路線進行自動傳送����。
8、整體流水線設計要求美觀大方��、安全可靠��、自動化程度高�����,同時充分考慮線體的承載能力�,線體有效寬度設計為1m,單樁**重量200kg��。
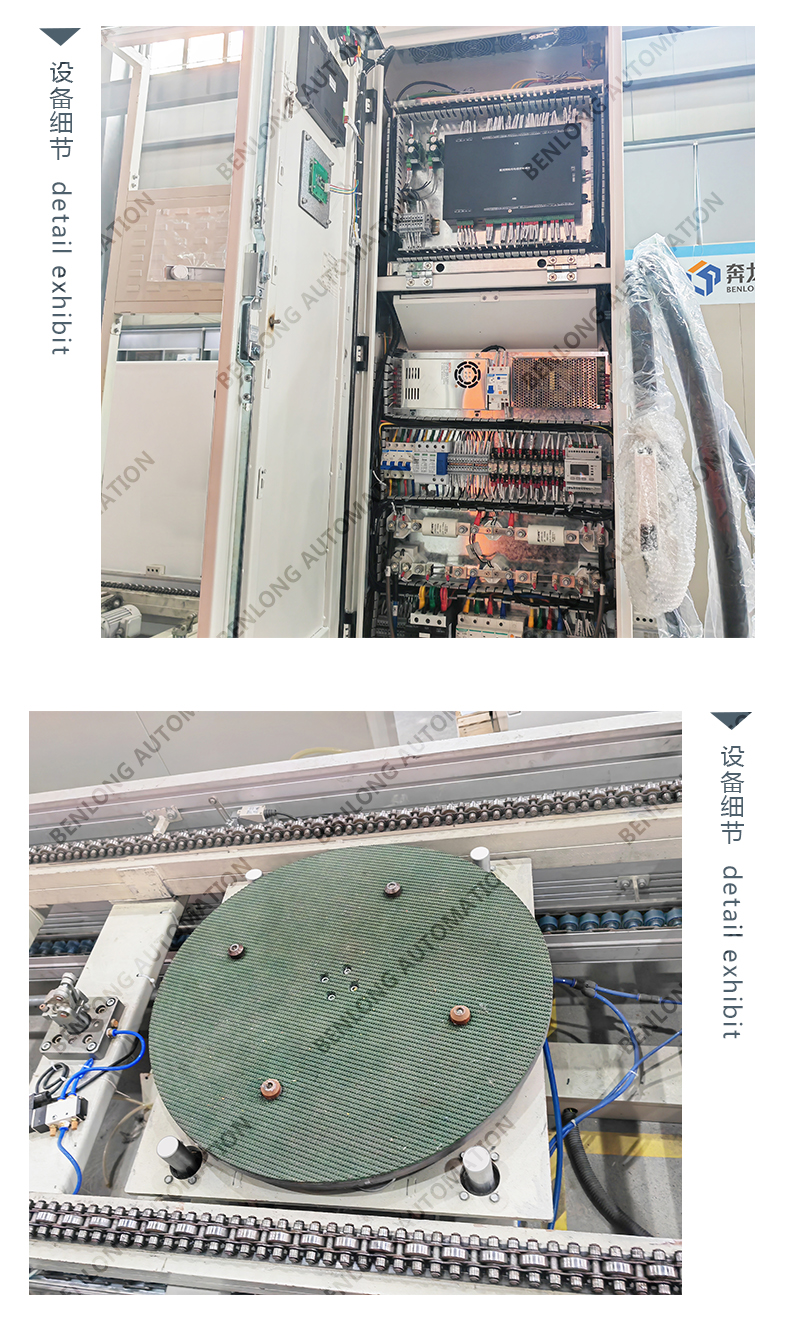
9�����、系統(tǒng)采用三菱(或歐姆龍)PLC實現(xiàn)整線控制�,配置人機操作界面執(zhí)行設備組態(tài)���、操作、監(jiān)控及異常維護指導功能����,且預留MES接口。
10�����、線系統(tǒng)配置:氣動元器件(國產優(yōu)質)�、電機減速機(城邦);電氣主控制單元(三菱或歐姆龍等����。
充電樁流水線基本要求:
A.充電樁流水線生產能力、節(jié)拍:
50 臺/8h����;生產基本節(jié)拍:1臺/ min,生產時間:8h/班�,250天/年����。
B. 充電樁流水線總長度:裝配組裝線33.55m�����;
待檢組裝線5m�、 檢測線18.5m
C. 充電樁流水線 樁體**重量:200kg
D. 樁體**外形尺寸:1000X1000X2000(mm)
E. 充電樁流水線線面高度:400mm����。
F. 總用氣量:壓縮空氣壓力為7kgf/cm2,流量不超過0.5m3/min(未含氣動工具及氣動助力機械手的用氣量)�。
G. 總用電量:整套流水線不超過30KVA。
H. 充電樁流水線噪音:整線噪音小于75dB(距噪音源1m處測試)���。
I. 充電樁流水線輸送線體和各專機設計先進合理�,具有較高的自動化程度���,物流符合工藝路線要求�,生產線不會發(fā)生擁擠堵塞現(xiàn)象�����;線體結構牢固穩(wěn)定�,外觀格調統(tǒng)一。
J. 充電樁流水線在正常工作條件下具有足夠的穩(wěn)定性和強度�����。
K. 充電樁流水線架空線體必須足夠的強度、剛度和穩(wěn)定性��,不會對人員安全威脅�;專機和設備可能危機人身安全的地方有相應的防護裝置和安全警示標志。